































Discussione sulla pressofusione di iniezione di ossigeno
Ossigenato pressofusione è diviso in: pressofusione ossigenata e aspirazione direzionale ossigenata pressofusione
(1) pressofusione ossigenata
Quando analizzano le bolle in Getti in lega di alluminio, si trova che il 90% del gas è azoto, mentre l'80% dell'aria dovrebbe essere azoto e il restante ossigeno del 20%. Questo dimostra che parte dell'ossigeno nella bolla reagisce con il liquido di alluminio come segue:
4AL + 3O2 = 2AL2O3
Secondo questo fatto, è stato sviluppato un nuovo processo di pressofusione ossigenata.
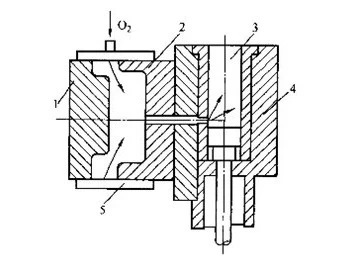
Aggiungere la pressofusione di ossigeno è prima del riempimento della muffa del metallo liquido di alluminio, con la camera di pressione di riempimento dell'ossigeno e la cavità, per sostituire l'aria o altro gas, quando il riempimento del liquido metallico in alluminio, da un lato, attraverso l'ossigeno di uscita di sfiato. L'altra mano spruzza l'oro in alluminio appartiene all'ossigeno liquido reagire senza scarico e produce particelle A1203, sparpagliata all'interno della pressofusione, eliminando così i pori formati all'interno del pressofuso quando non viene aggiunto ossigeno. Questo tipo di particella di particelle A1203 va bene, circa l micron sottostante, la sua massa (peso) è compresa tra 0,1% allo 0,2% della massa totale (peso) della casting della pressione, non influisce sulle proprietà meccaniche e può rendere la pressofusione trattamento termico. La pressofusione ossigenata è adatta solo per Fusione di in lega di alluminio.
La pressofusione ossigenata ha le seguenti caratteristiche:
① Eliminare o ridurre la porosità, migliorare la qualità della pressofusione. La forza della lega di alluminio dopo l'ossigenazione può essere aumentata del 10% e l'allungamento è aumentato da 1,5 a 2 volte, perché non c'è porosità nella pressofusione. Mei può essere trattato termicamente, dopo il trattamento termico, la forza può essere aumentata del 30%, il limite di rendimento è aumentato del 100%, anche la tenacità dell'impatto è stata notevolmente migliorata.
(2) La pressofusione può funzionare nell'ambiente da 200 a 300 ℃ e può essere saldato. Rispetto alla pressofusione sottovuoto, la struttura è semplice, l'operazione è conveniente e l'investimento è inferiore.