































Discussion sur la coulée sous pression d'injection d'oxygène
Oxygéné moulage sous pression est divisé en: coulée sous pression oxygénée et moulage sous pression sur l'aspiration directionnelle
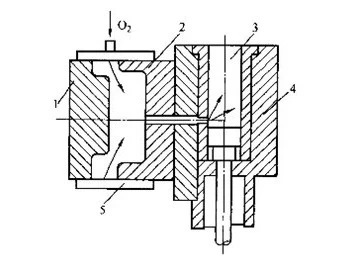
(1) Coulée sous pression oxygénée
En analysant des bulles dans Alliage d'aluminium maillants moulés, on constate que 90% du gaz est de l'azote, tandis que 80% de l'air doivent être de l'azote et l'oxygène restant de 20%. Cela montre que la partie de l'oxygène dans la bulle réagit avec le liquide en aluminium comme suit:
4AL + 3O2 = 2AL2O3
Selon ce fait, un nouveau processus de coulée sous pression oxygénée a été développé.
Ajouter de l'oxygène moulée à la maille est avant le remplissage de moule en métal liquide en aluminium, avec la chambre de pression de remplissage d'oxygène et la cavité, pour remplacer l'air ou d'autres gaz, lorsque le liquide de métal d'aluminium, d'une part, à travers l'oxygène de l'édition de gorge d'évent, sur L'autre pulvérisation d'or en aluminium appartient à un oxygène liquide réagit sans décharge et produit des particules A1203, éparpillées à l'intérieur de la coulée de la matrice, éliminant ainsi les pores formés à l'intérieur de la coute matrice lorsqu'il n'y a pas d'oxygène. Ce type de particule de particules A1203 est bien, à environ L micron inférieur, sa masse (poids) est de 0,1% à 0,2% de la masse totale (poids) de la coulée de pression, n'affecte pas les propriétés mécaniques et peut faire la coulée de la matrice. traitement thermique. La coulée sous pression oxygénée ne convient que pour Coulée en alliage d'aluminium.
La coulée sous pression oxygénée présente les caractéristiques suivantes:
① Éliminer ou réduire la porosité, améliorez la qualité de la coulée sous pression. La force de l'alliage d'aluminium après l'oxygénation peut être augmentée de 10% et l'allongement est augmenté de 1,5 à 2 fois, car il n'y a pas de porosité dans la coulée de la matrice. Mei peut être traité thermiquement, après traitement thermique, la résistance peut être augmentée de 30%, la limite de rendement augmentée de 100%, la ténacité des chocs a également été considérablement améliorée.
(2) La coulée sous pression peut fonctionner dans l'environnement de 200 à 300 et peut être soudée. Comparé à la coulée sous pression de vide, la structure est simple, l'opération est pratique et l'investissement est inférieur.