































Thread Rolling – The best way to making external thread
Thread rolling is the preferred method for producing strong,smooth, precise, and uniform external thread forms. Thread rolling is differentfrom other types of threading processes like cutting, grinding, and chasing.
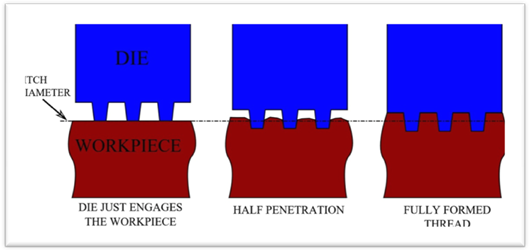
Threadforming and thread rolling are processes for forming screw threads, with theformer referring to creating internal threads and the latter external threads.In both of these processes threads are formed into a blank by pressing a shapedtool, commonly called a 'thread rolling die' against the blank, in a processsimilar to knurling. These processes are used for large production runs becausetypical production rates are around one piece per second. Forming and rollingproduce no swarf and less material is required because the blank size startssmaller than a blank required for cutting threads; there is typically a 15 to20% material savings in the blank, by weight. A rolled thread can be easilyrecognized on fasteners that were formed from an unstopped blank because thethread has a larger diameter than the blank rod from which it has been made;however, necks and undercuts can be cut or rolled onto blanks with threads thatare not rolled, and some fasteners are made from blanks with a reduced shank inthe region to be rolled to maintain a constant major diameter from thread tounthreaded shank. Unless faced off, the end threads of a rolled fastener have acupped end, as the surplus material in the tapering down final threadscollapses uniformly over the end of the blank.
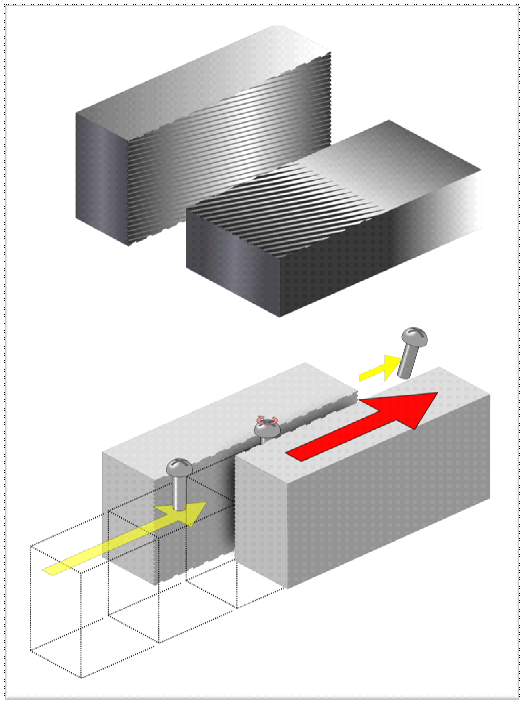
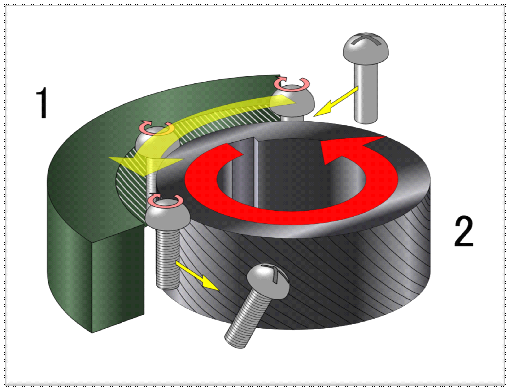
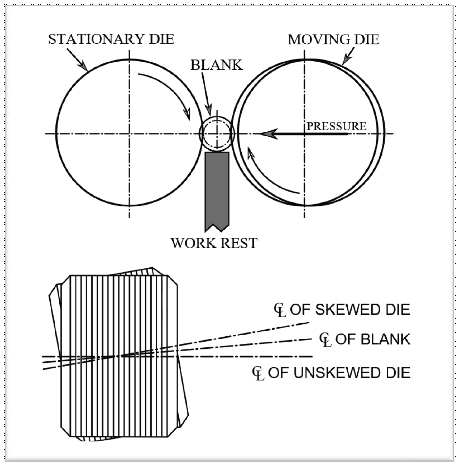
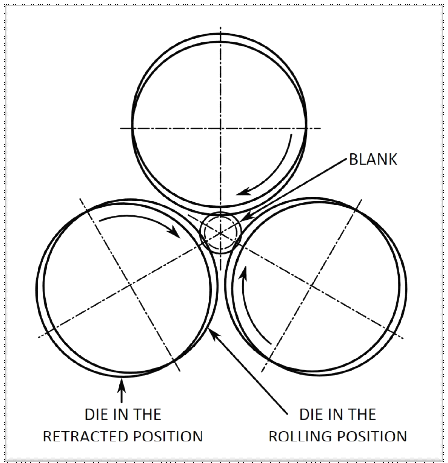
Thereare four main types of thread rolling, named after the configuration of thedies: flat dies, two-die cylindrical, three-die cylindrical, and planetarydies. The flat die system has two flat dies. The bottom one is held stationaryand the other slides. The blank is placed on one end of the stationary die andthen the moving die slides over the blank, which causes the blank to rollbetween the two dies forming the threads. Before the moving die reaches the endof its stroke the blank rolls off the stationary die in a finished form. Thetwo-die cylindrical process is used to produce threads up to 6 in (150 mm) indiameter and 20 in (510 mm) in length. There are two types of three-dieprocesses; the first has the three dies move radially out from the center tolet the blank enter the dies and then closes and rotates to roll the threads.This type of process is commonly employed on turret lathes and screw machines.The second type takes the form of a self-opening die head. This type is morecommon than the former, but is limited by not being able form the last 1.5 to 2threads against shoulders. Planetary dies are used to mass-produce threads upto 1 in (25 mm) in diameter.
Thefour main types of thread rolling are as follow :
1. Flatdie thread rolling
2. Planetary thread rolling
3. Two-die cylindrical rolling
4. Three-die cylindricalrolling
XY-Global is the leading manufacturer that enables any company, organization or individual to design, price and instantly order mechanical parts. Here is our website : www.diecastingpartsupplier.com .