铸造分类
铸造分类 :
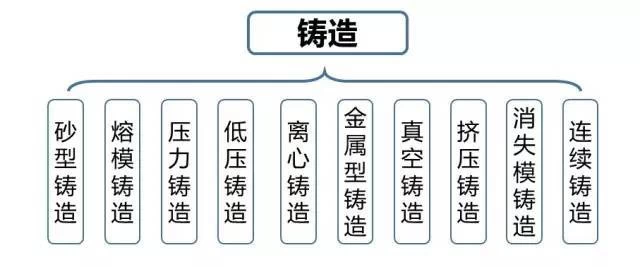
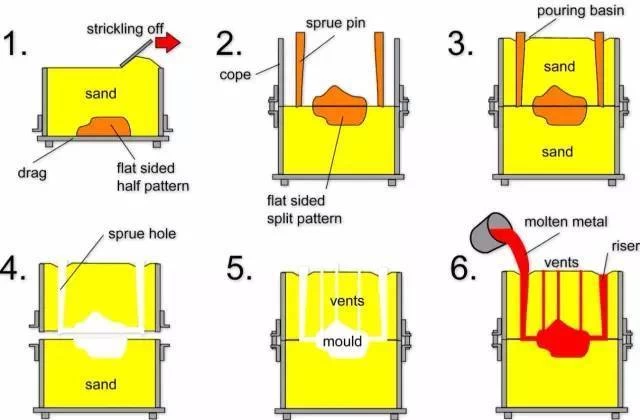
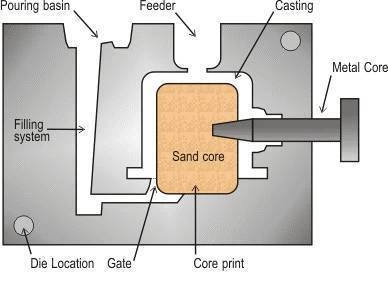
(1)砂型铸造(sand casting)
砂型铸造:在砂型中生产铸件的铸造方法。钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
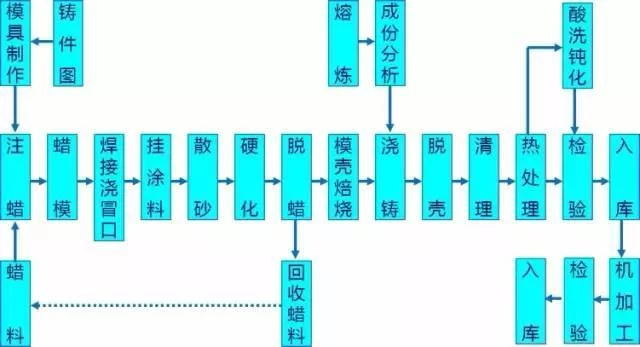
(2)熔模铸造(investmentcasting)
熔模铸造:通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。常称为“失蜡铸造”。
(3)压力铸造(die casting)
压铸:是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。

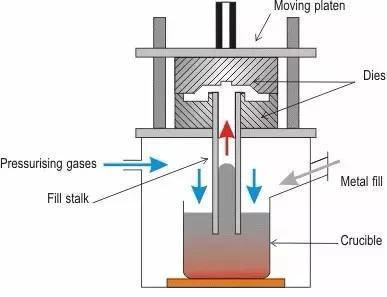
(4)低压铸造(low pressure casting)
低压铸造:是指使液体金属在较低压力(0.02~0.06MPa)作用下充填铸型,并在压力下结晶以形成铸件的方法.。
(5)离心铸造(centrifugal casting)
离心铸造:是将金属液浇入旋转的铸型中,在离心力作用下填充铸型而凝固成形的一种铸造方法。
(6)金属型铸造(gravity die casting)
金属型铸造:指液态金属在重力作用下充填金属铸型并在型中冷却凝固而获得铸件的一种成型方法。
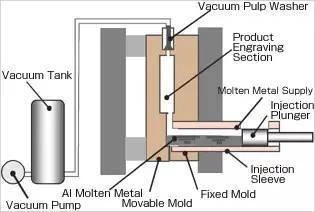
(7)真空压铸(vacuumdie casting)
真空铸造:通过在压铸过程中抽除压铸模具型腔内的气体而消除或显著减少压铸件内的气孔和溶解气体,从而提高压铸件力学性能和表面质量的先进压铸工艺。
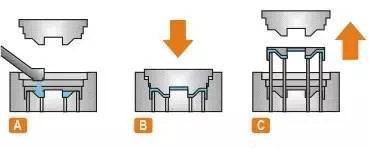
(8)挤压铸造(squeezing die casting)
挤压铸造:是使液态或半固态金属在高压下凝固、流动成形,直接获得制件或毛坯的方法。它具有液态金属利用率高、工序简化和质量稳定等优点,是一种节能型的、具有潜在应用前景的金属成形技术。
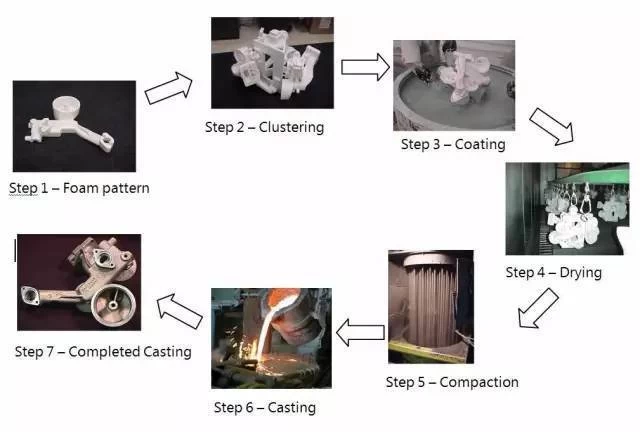
(9)消失模铸造(Lost foam casting )
消失模铸造(又称实型铸造):是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
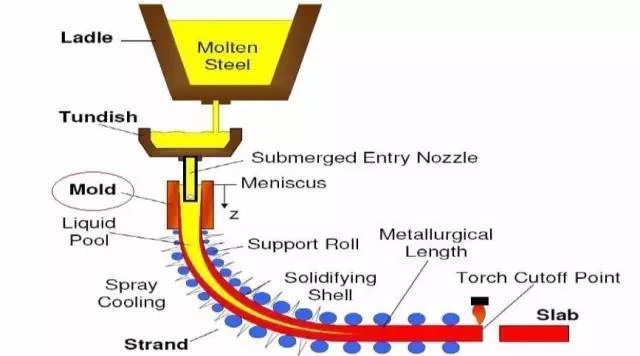
(10)连续铸造(continual casting)
连续铸造:是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。