































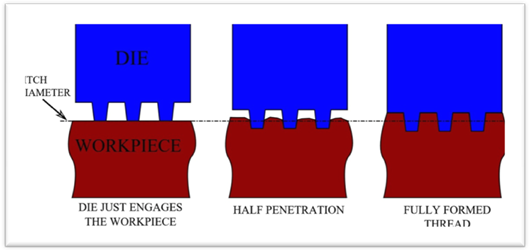
Thread Rolling – cara terbaik untuk membuat Bebenang luar
Menggulung benang adalah kaedah yang sesuai untuk menghasilkan kuat,Borang benang luar berjalan lancar, tepat dan seragam. Menggulung benang yang berbezadaripada lain-lain jenis proses Bebenang seperti memotong, mencanai, dan mengejar.
Benangmembentuk dan menggulung benang yang proses-proses untuk membentuk benang skru, dengan itubekas merujuk kepada mencipta dalaman benang dan benang luar yang kedua.Dalam kedua-dua proses ini benang akan dibentuk menjadi kosong dengan menekan yang berbentukalat, biasanya dipanggil \'benang rolling mati\' terhadap kosong, di dalam prosestidak menyerupai knurling. Proses ini akan digunakan untuk larian pengeluaran besar keranakadar pengeluaran tipikal adalah kira-kira satu keping sesaat. Membentuk dan bergolekmenghasilkan swarf tiada dan kurang bahan yang diperlukan kerana saiz kosong bermulalebih kecil daripada skrin kosong diperlukan untuk memotong benang; Terdapat biasanya 15 kepada20% bahan simpanan tempat kosong, mengikut berat. Sebuah thread produk boleh dengan mudahdiiktiraf pada pengikat yang dibentuk dari kosong untuk unstopped kerana diJaluran mempunyai diameter lebih besar daripada rod kosong yang mana ia telah dibuat;Walau bagaimanapun, leher dan undercuts boleh dipotong atau bergolek ke kosong dengan perbualan yangtidak terputus, dan pengikat sesetengah dibuat daripada kosong dengan shank yang berkurangan dalamrantau ini untuk diperkenalkan kepada mengekalkan diameter utama malar daripada benangunthreaded shank. Melainkan berhadapan, benang akhir daripada fastener produk yang mempunyai sebuahakhir cupped, sebagai bahan lebihan dalam tapering turun benang akhirmeruntuhkan seragam sepanjang penghujung kosong.
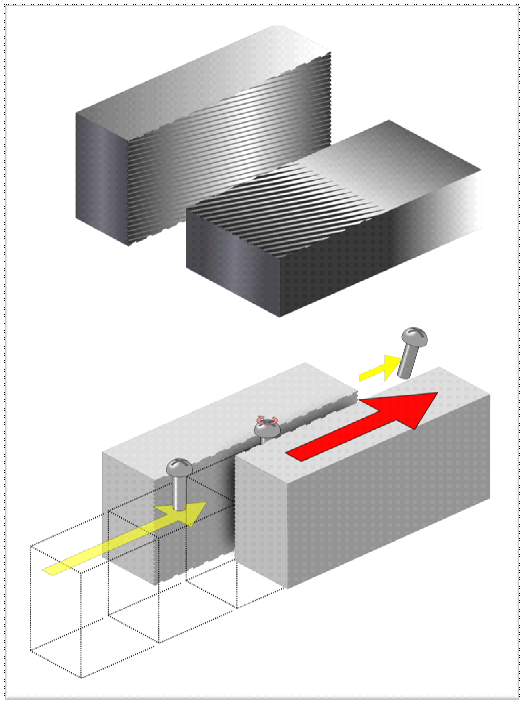
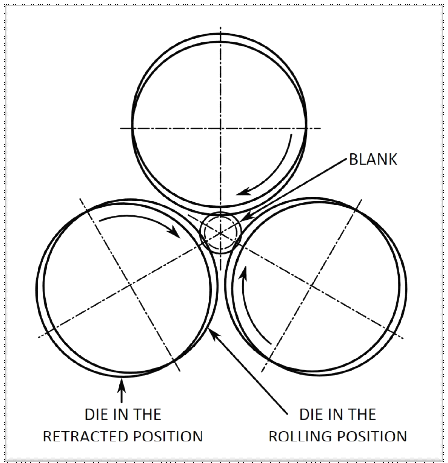
Tiadaadalah empat jenis utama menggulung benang, dinamakan sempena konfigurasi yangmeninggal dunia: flat mati, mati dua silinder, tiga-die selenium, dan planetmeninggal dunia. Sistem die leper mempunyai dua mati rata. Di bawah satu diadakan tidak bergerakdan gambar lain. Kosong diletakkan di atas satu hujung dengan die tidak bergerak dankemudian bergerak ke die slaid ke atas kosong, yang menyebabkan kosong untuk menggulungantara mati dua membentuk benang tersebut. Sebelum dengan die bergerak mencapai akhirangin ahmar yang kosong bergolek off dengan die pegun dalam bentuk siap. Dalamproses selenium dua-mati digunakan untuk menghasilkan benang sehingga 6 (150 mm) diDiameter dan 20 in (510 mm) panjang. Terdapat dua jenis tiga-matiproses; yang pertama telah meninggal dunia tiga yang bergerak radially keluar dari pusat untukBiarkan kosong masukkan yang meninggal dunia dan kemudian tutup dan putar untuk menggulung benang tersebut.Proses jenis ini biasanya bekerja pada turet lathes dan mesin skru.Jenis kedua mengambil bentuk kepala die sendiri pembukaan. Jenis ini adalah lebihumum daripada bekas, tapi dihalang oleh bukan borang boleh lepas 1.5 hingga 2benang atas bahu. Planet mati digunakan untuk mass-produce benang sehinggake dalam 1 (25 mm) pada garis pusat.
Dalamempat jenis benang menggulung yang utama adalah seperti berikut:
1. RataDie menggulung benang
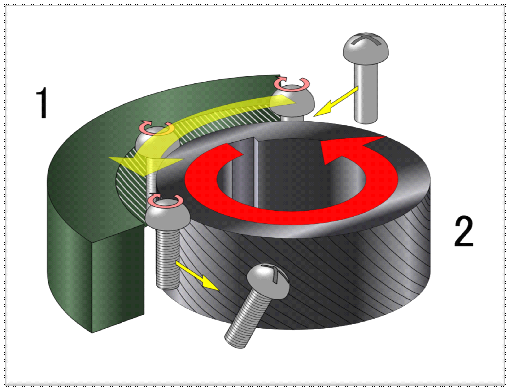
2. planet benang yang bergolek
3. dua-die selenium bergolek
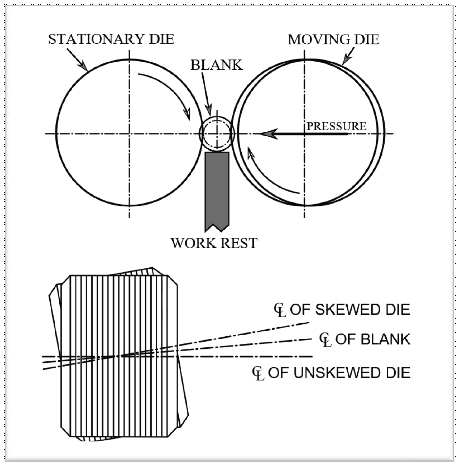
4. tiga-die seleniumbergolek
Global] dengan merupakan pengeluar utama yang membolehkan mana-mana Syarikat, organisasi atau individu untuk Reka bentuk, harga dan serta-merta susunan bahagian-bahagian mekanikal. Berikut adalah laman web kami: www.diecastingpartsupplier.com .