































Wie wird die Anzahl der Kavitäten in einer Form bestimmt?
Edith
www.xy-global.com
2018-05-08 16:50:48
Wie wird die Anzahl der Kavitäten in einer Form bestimmt?
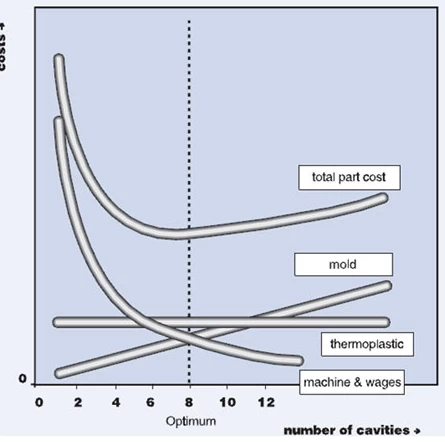
Multi-Cavity-Formen produzieren Teile in einer viel höheren Effizienz, es wird häufig bei der Nachfrage nach Volumen verwendet, die Anzahl der Kavitäten und Formenbau hängen sowohl von wirtschaftlichen und technischen Faktoren, Anzahl der Teile auf einem Stück geformt werden Zyklus, erforderliche Zykluszeit und Stückpreis sind damit verbunden Formenbau Kosten. Siehe folgende Abbildung, Formkosten und die Kosten für Kunststoffteile müssen berücksichtigt werden, um das beste Ergebnis des Projekts zu erzielen.
Es gibt ein paar Punkte, die beachtet werden müssen, wenn wir die Anzahl der Kavitäten entscheiden:
Lieferzeit
Je mehr Kavitäten, desto länger ist die Herstellungszeit. Wenn die erforderliche Werkzeuglieferzeit kurz ist, kann durch Reduzierung der Formhohlraumnummer mit Zustimmung des Kunden die Werkzeugherstellungszeit verkürzt werden.
Qualität und Toleranz
Wenn die Anzahl der Hohlräume zunimmt, verringert sich die Toleranz der geformten Teile, wenn das gleiche Herstellungsverfahren verwendet wird, es wäre auch viel schwieriger, die Toleranz während des Formprozesses zu gewährleisten, und es ist auch nicht so einfach wie einzelne Formen, während Modifikationen erforderlich sind.
Layout und Schmelzfluss
Um qualitativ hochwertige Teile zu erhalten, müssen Multi-Cavity-Form eine ausgewogene Läufer Layout haben, füllen die Schmelze viel alle Hohlräume gleich unter gleichen Einspritzdruck, vor allem für die Rohstoffe mit schlechten Schmelzfluss-Leistung, wie PC, es ist einfach zu haben einige Hohlräume sind erfüllt oder sogar überfüllt mit Flash erstellt, während andere nicht sind.
Kapazität der Spritzgießmaschine
Die Spritzgießmaschine gehört zu den Kosten der spritzgegossenen Teile, so dass in der Regel die Form an einer vorgegebenen Spritzgießmaschine hergestellt werden muss, wobei die Größe der Form während des Designprozesses nicht berücksichtigt werden muss zu groß oder zu klein, die Spritzgießmaschine hat auch eine bestimmte Menge an maximalem Einspritzvolumen, das Gesamtvolumen aller Hohlräume plus Läufer sollte 80% davon nicht überschreiten.
Multi-Cavity-Formen produzieren Teile in einer viel höheren Effizienz, es wird häufig bei der Nachfrage nach Volumen verwendet, die Anzahl der Kavitäten und Formenbau hängen sowohl von wirtschaftlichen und technischen Faktoren, Anzahl der Teile auf einem Stück geformt werden Zyklus, erforderliche Zykluszeit und Stückpreis sind damit verbunden Formenbau Kosten. Siehe folgende Abbildung, Formkosten und die Kosten für Kunststoffteile müssen berücksichtigt werden, um das beste Ergebnis des Projekts zu erzielen.
Es gibt ein paar Punkte, die beachtet werden müssen, wenn wir die Anzahl der Kavitäten entscheiden:
Lieferzeit
Je mehr Kavitäten, desto länger ist die Herstellungszeit. Wenn die erforderliche Werkzeuglieferzeit kurz ist, kann durch Reduzierung der Formhohlraumnummer mit Zustimmung des Kunden die Werkzeugherstellungszeit verkürzt werden.
Qualität und Toleranz
Wenn die Anzahl der Hohlräume zunimmt, verringert sich die Toleranz der geformten Teile, wenn das gleiche Herstellungsverfahren verwendet wird, es wäre auch viel schwieriger, die Toleranz während des Formprozesses zu gewährleisten, und es ist auch nicht so einfach wie einzelne Formen, während Modifikationen erforderlich sind.
Layout und Schmelzfluss
Um qualitativ hochwertige Teile zu erhalten, müssen Multi-Cavity-Form eine ausgewogene Läufer Layout haben, füllen die Schmelze viel alle Hohlräume gleich unter gleichen Einspritzdruck, vor allem für die Rohstoffe mit schlechten Schmelzfluss-Leistung, wie PC, es ist einfach zu haben einige Hohlräume sind erfüllt oder sogar überfüllt mit Flash erstellt, während andere nicht sind.
Kapazität der Spritzgießmaschine
Die Spritzgießmaschine gehört zu den Kosten der spritzgegossenen Teile, so dass in der Regel die Form an einer vorgegebenen Spritzgießmaschine hergestellt werden muss, wobei die Größe der Form während des Designprozesses nicht berücksichtigt werden muss zu groß oder zu klein, die Spritzgießmaschine hat auch eine bestimmte Menge an maximalem Einspritzvolumen, das Gesamtvolumen aller Hohlräume plus Läufer sollte 80% davon nicht überschreiten.