































螺纹轧制 — — 制作外螺纹的最佳途径
滚丝机是强,生产的首选的方法平稳、 精确和不均匀的外螺纹形式。滚丝机是不同从其他类型的线程的进程,如切割、 研磨,和追逐。
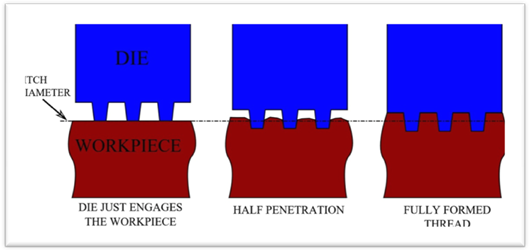
线程形成和滚丝机是形成螺纹,与过程前者指的创建内部线程和后者的外部线程。在这两个过程线程被形成一片空白按形状工具,俗称 \'线程的滚模\',才对了空白,在过程中类似于滚花。这些过程用于大批量生产因为典型的生产速度是每秒大约一件。形成和滚动生产无屑和较少的材料是必需的因为空白大小开始小于一片空白,所需的切削螺纹;通常是 15 到20%中的空白,按重量的节省材料。滚轧的螺纹可以很容易地由于形成从开空白的紧固件上公认线程具有较大直径比空白的杆从中取得;然而,可以剪切或驶向线程填空脖子和咬边,不滚动,和一些紧固件由减少小腿在填空该区域将推出以保持恒定的大直径从线程由的小腿。除非对峙,热轧的紧固件的结束线程有杯状的结束,作为剩余材料在回落最终线程数均匀的空白结束崩溃。
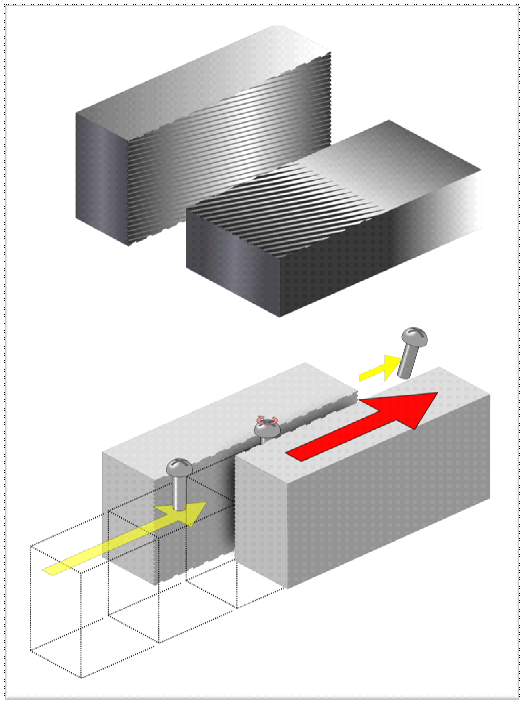
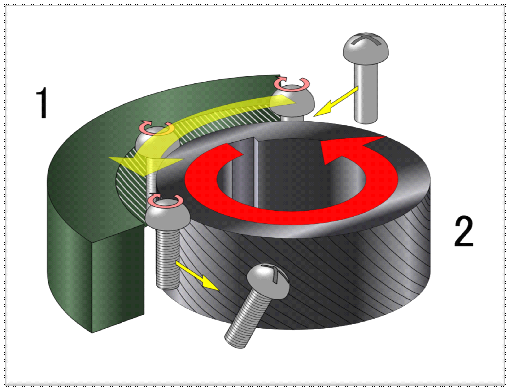
有有四种主要类型的滚压螺纹,命名的配置死︰ 平模具,模两个圆柱,三-模圆柱,行星死了。平模系统具有两个平板模头。底部一固定不动和其他幻灯片。空白放在一端固定模和然后移动过去的空白,导致空白滚死幻灯片两个模具之间形成的线程。之前在动模到达末尾其行程空白朗朗固定模具,在完成的表单。的两模圆柱过程用来产生线程,直到 6 英寸 (150 毫米) 在直径和 20 英寸 (510 毫米) 的长度。有两种类型的三模过程;第一次有三模头,从中心到径向出移动让进冲裁模具的空白,然后关闭和旋转辊的线程。这种类型的过程一般都被采用转塔车床和螺丝机。第二种形式的自我开放的模头。这种类型是更多常见的比前者,但限制被不能形式最后到 2 1.5对肩上的线程。行星的模具使用线程、 大批量生产了到 1 英寸 (25 毫米) 直径。
的滚轧直螺纹的四种主要类型如下︰
1。 单位搓丝
2.行星搓
3.两个模圆柱滚动
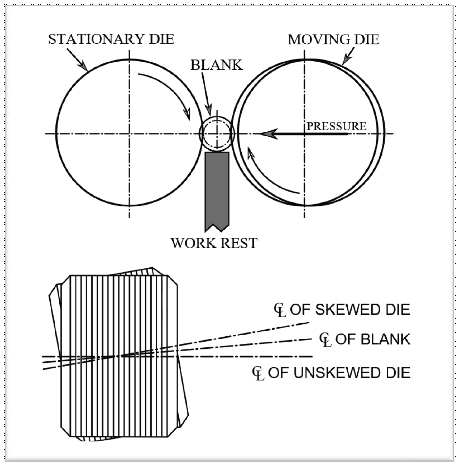
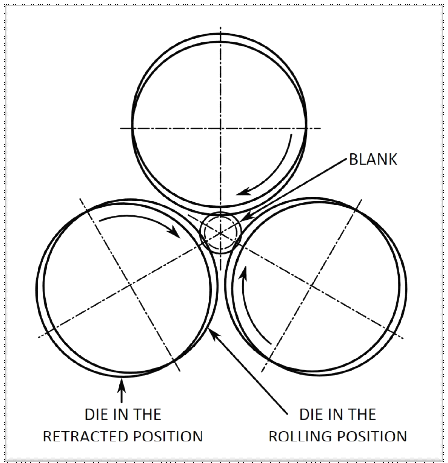
4.三模圆柱滚动
XY 全球是使任何公司、 组织或个人对设计、 价格和立即订购机械部件的领先制造商。这里是我们的网站︰ www.diecastingpartsupplier.com .